
Фрезеровка композита
- 2 часа — занимает изготовление срочного заказа
- 4х2м — станок для фрезеровки композита
- Рядом с Вами — менее 1км от ТТК и 10мин от м. Дмитровская
Резка композита, точные решения для вашего бизнеса
4 способа применения фрезеровки в работе




Фрезеровка композита от 1м.кв.
Рассчитайте точную стоимость Вашего заказа в течении нескольких минут прямо сейчас!
 Резка ЧПУ
Резка ЧПУПростая форма: квадрат, круг, треугольник, прямоугольник, овал, ромб
Сложная форма: любые шрифты, формы с большим количеством изгибов, резка материала с напольной ламинацией
Листовая печать. максимальный размер печати 300х200см
Багетный аллюминиевый профиль отлично декорирует таблички, имеются цвета золото, серебром, матовые или глянцевые.
В стоимость входит сверление 2-х отверстий. Применяется для жесткого материала
Предназначен для закрепления информационных табличек на стену в определенном расстоянии от нее
Пластиковый профиль, устанавливается на гибкий материал. Нужен для удобного, качественного монтажа плакатов, баннеров. В расчете профиль сверху и снизу.
CMYK + белый. Отдельным слоем наносится белый цвет. Если в макете присутствуют белые цвета, но подложка (материал) не белого цвета, необходима дополнительно печатать белым.
Вес кг
Вес кг
| ₽ | |
| ₽ | |
| Итого за шт. | ₽ |
Есть макет?

АЛЕКСЕЙ ПОПОВ
Гарантирую 100% точность расчета!
Цена останется неизменной и после оформления заказа, если Вы не будете менять параметры расчета. Либо оформите заказ сразу по кнопке “Сделать заказ”
Сообщение о готовности заказа
Вы получите в СМС и на электронную почту сразу после упаковки заказа. Статус заказа можно отслеживать в верхней панели сайте во вкладке “Статус заказа”
ФРЕЗЕРОВКА КОМПОЗИТА В МОСКВЕ НЕДОРОГО
Закажите фрезеровка композита со скидкой до 10%, если Вам удобно забрать готовый заказ через неделю
Резка композита. Оптимизация процессов для максимальных результатов

Алюминиевые композитные панели, известные как АКП, представляют собой многослойный строительный материал, который может использоваться как для отделки, так и в качестве конструктивного элемента. В повседневной речи эти панели часто именуют «алюкобонд», что связано с названием производителя, который стал пионером в данной области.
ЧПУ фрезеровка алюминиевых композитных панелей — когда и зачем нужна
ЧПУ фрезеровка алюминиевых композитных панелей (АКП) — это производственный процесс, при котором на числовом программном управлении выполняют:
- Резку;
- Фрезеровку рельефа;
- Нарезку пазов;
- Сверление отверстий;
- Подготовку к гибке.
Применение АКП
АКП широко применяются в:
- Фасадных системах;
- Рекламных вывесках;
- Интерьере;
- Декоративных облицовкахю
Правильная технология обработки позволяет получить точные элементы с чистыми кромками, готовые для монтажа или дальнейшей отделки.
Преимущества технологии фрезеровки АКП
Главная причина — сочетание точности, гибкости и возможности обрабатывать жесткий многослойный материал без термического повреждения. Механическая обработка обеспечивает контроль формы, профиля паза и допуска более точно, чем:
- Ручная резка;
- Плоттер для гибких материалов;
Это особенно важно для:
- Сложных фасадных решений;
- Деталей с подгонкой по месту;
- Декоративных элементов, где критична повторяемость и точность размеров.
Особенности фрезеровки АКП на ЧПУ: точность, скорость и ограничения
Фрезеровка на ЧПУ обеспечивает стабильную повторяемость деталей. Современные станки с высокой жёсткостью станины и вакуумными столами позволяют получать допуски, достаточные для:
- Фасадных систем
- Точных рекламных конструкций
Точность. Точность зависит от нескольких факторов:
- Качества станка;
- Инструмента;
- Закрепления панели;
- Корректности технологических параметров.
При правильной настройке можно рассчитывать на стабильные размеры и минимальные зазоры при стыковке элементов.
Скорость обработки. Скорость обработки зависит от типа операции и толщины панели. Простые контурные резы выполняются быстрее, чем:
- Глубокие пазы;
- Многопроходная V-гибка.
На скорость также влияют:
- Диаметр фрезы;
- Глубина среза за один проход;
- Выбор стратегии очистки стружки.
Ограничения. Ограничения у фрезеровки связаны с физикой материала АКП. Тонкие алюминиевые листы склонны к вибрации и могут деформироваться при неудачном закреплении. Некоторые огнестойкие композиты имеют минеральный наполнитель, который более абразивен и быстрее изнашивает инструмент. Также есть ограничения по:
- Минимальному радиусу закругления;
- Минимальной ширине стенок.
Эти параметры определяются толщиной облицовки и прочностью соединения оболочки с сердечником.


Точная резка композитов для рекламы и строительства!
Резка композитных материалов представляет собой передовую методику фрезеровки, которая находит широкое применение как в рекламной сфере, так и в отделке строительных объектов. Обращаясь к услугам компании Wow Banner, вы можете быть уверены в высоком качестве итогового продукта, способного эффективно привлечь внимание и способствовать успеху вашего бизнеса.

Резка композита АКП, на что обратить внимание для качества

Грамотно оформленный заказ на фрезеровку композитного материала существенно сказывается на эстетике рекламного объекта или строительного элемента, а также на его долговечности и рентабельности. Для того чтобы итоговый результат отвечал вашим требованиям, необходимо учитывать ряд важных аспектов уже на стадии оформления заказа.
Технологии раскроя, фрезеровка, лазер и плоттер — сравнение и рекомендации
Фрезеровка на ЧПУ предпочтительна, когда нужно обрабатывать жёсткие многослойные конструкции с алюминиевой облицовкой. Механическая обработка не нагревает алюминиевую поверхность так интенсивно, как лазер, и избегает рисков плавления сердечника.
Преимущества фрезеровки
- Получение сложных профилей
- Высокая точность и управляемая глубина
- Универсальность для фасадных панелей и деталей, которые затем будут сгибаться или собираться в профильные конструкции
Какие материалы мы обрабатываем и их совместимость с фрезеровкой
На практике обрабатывают несколько типичных вариантов АКП:
- Панели с полиэтиленовым сердечником и алюминиевыми облицовками толщиной 0,3–0,5 мм. Эти панели легко поддаются фрезеровке.
- Панели с минерализованным негорючим сердечником (FR), предназначенные для фасадов с повышенными требованиями по пожарной безопасности. Этот тип более абразивен и предъявляет повышенные требования к инструментам и режимам резания.
Толщина панелей. Толщина панелей чаще всего составляет 3, 4 и 6 мм. Выбор толщины влияет на:
- Технологию гибки
- Минимальные радиусы
- Жёсткость конструкций
Тонкие панели легче обрабатывать и гибнуть, но они более чувствительны к точности крепления и возможной коробчатости. Панели с толстым минерализованным сердечником дают более жёсткую деталь, но требуют:
- Более прочного инструмента
- Меньших скоростей резания во избежание перегрева и ускоренного износа
Типовые операции: прорезка, вырубка углов, сверление, перфорация и гибка
Прорезка контура. Прорезка контура — базовая операция при изготовлении элементов из АКП. Важно правильно выбрать диаметр инструмента и шаги для обеспечения чистой кромки. Часто применяют многопроходную стратегию:
- Сначала снимается сердечник
- Затем облицовки проходят фрезой меньшего диаметра для чистой кромки
Вырубка углов и вырезы для крепежа. Вырубка углов и вырезы для крепежа выполняются с учётом минимального радиуса инструмента. В местах с острыми внутренними углами фреза оставляет радиус, поэтому если требуется острый угол, его делают последующей механической доводкой или сверлением. При больших объёмах производства вырубка углов часто объединяется в одну операцию с контурной резкой для экономии времени и материалов.
Сверление и перфорация. Сверление и перфорация выполняются с высокой точностью на ЧПУ, что особенно важно для монтажа и крепления панелей. Для предотвращения задиров на лицевой стороне используют:
- Ступенчатые фрезы
- Сверла с уменьшенным шагом
Перфорация применяется в вентилируемых фасадных системах и декоративных панелях; она требует расчёта расстояния между отверстиями для сохранения механической прочности панели.
Гибка АКП. Гибка АКП достигается путём прорезания паза V-образной фрезой на лицевой или обратной стороне сердечника с целью снятия части сердечника. После удаления материала панель сгибается по направляющей с контролем радиуса.


Доверьтесь профессиональной консультации сотрудников Wow Banner
Наличие чёткого понимания задачи играет важную роль, однако опыт профессионала позволяет минимизировать риски и выбрать наиболее эффективное решение. Мы готовы предоставить рекомендации по оптимальным методам резки композитных материалов, рассчитать стоимость работ и предложить наилучший вариант, соответствующий вашему бюджету.
Wow Banner - это десятки технологий нанесения визуальных образов
Наш менеджер поможет Вам разобраться и выбрать самую подходящую
Свыше 17 тысяч клиентов с 2014 года
Сделали более 64 тысячи заказов на печатную продукцию в типографии Wow Banner!


{kind=link}
{kind=link}
СРОЧНЫЙ ЗАКАЗ ВЫПОЛНИМ ЗА 2-3 ЧАСА!
- Возьмём сложный заказ, от которого отказались другие типографии
- 38 видов материала может быть использовано для печати Вашего заказа
Узнайте сейчас, какой именно материал будет идеален в Вашем случае!
Рекомендации при фрезеровке композита

Профили паза и допуски: как выбрать профиль для монтажа и декоративных решений
Выбор профиля паза определяется назначением детали. Для фасадных кассет, которые затем сгибаются, выбирают V-паз заданного угла и глубины, чтобы при гибке образовалась чистая кромка без морщин. Для декоративных элементов профиль может иметь:
- Фаску
- Полку
- Запирающий выступ под скрытое крепление
При разработке профиля важно учитывать:
- Толщину облицовки
- Возможность последующей механической доработки

Допуски
Допуски для АКП обычно задают в зависимости от требований монтажа и точности сопрягаемых элементов. Для видимых декоративных стыков требуются более жёсткие допуски, тогда как для скрытых креплений допускают большую погрешность.
Ограничения по радиусам, глубинам и минимальным размерам деталей
Ограничения по радиусам и минимальным размерам зависят от:
- Используемого инструмента
- Толщины облицовки
Внутренний радиус при обработке будет не меньше половины диаметра фрезы. Поэтому при необходимости мелких радиусов следует использовать мелкодисковые или блюдечные фрезы, понимая, что это замедлит процесс и увеличит износ инструмента. Внешние радиусы легче получить, но важно учитывать жёсткость панели и способ крепления.
Глубины проходов
Глубины проходов ограничены толщиной облицовки и типом сердечника. Для V-гибки глубина выбирается так, чтобы снять сердечник в требуемой зоне, но не повредить облицовку с обратной стороны. Как правило, глубина одного прохода контролируется для уменьшения механического воздействия на алюминиевую листовую оболочку и для предотвращения вырывания материала.

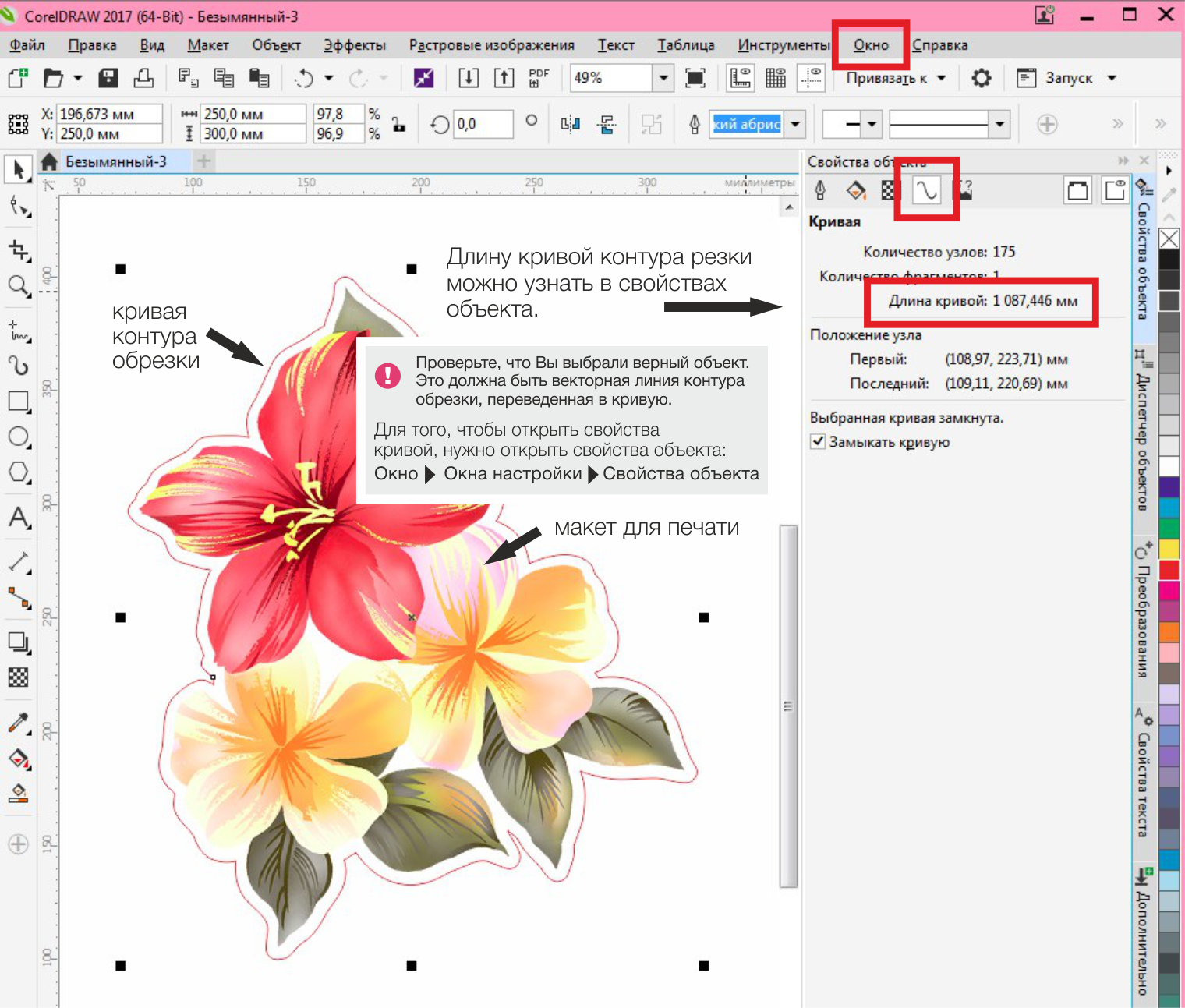
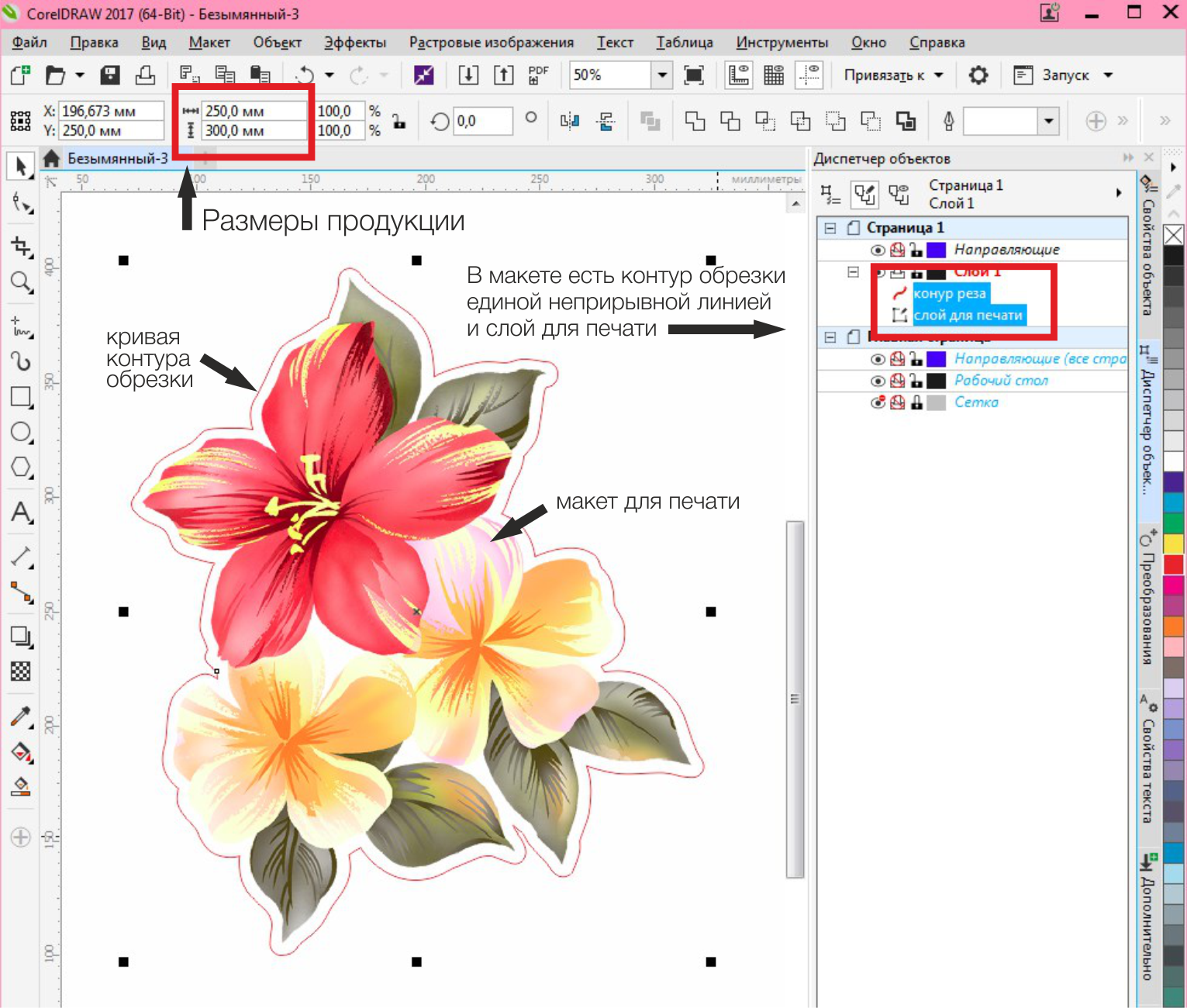
Требования к файлам для фрезерной, лазерной и плоттерной резки: форматы и слои
Для фрезерной обработки идеальным вариантом являются векторные форматы:
- DXF
- DWG
- SVG
- EPS
Файлы должны быть подготовлены в масштабе 1:1 с указанием единиц измерения (миллиметры предпочтительнее). В траектории фрезерования важны замкнутые контуры без пересекающихся линий в одном и том же слое. Для сверления нужно указывать координаты центров отверстий как отдельные элементы, а не маленькие окружности, если требуется автоматическое распознавание сверловки.
Лазерная и плоттерная резка
Лазерная резка также использует векторные файлы, но помимо масштаба важно задать силу линии и цветовые обозначения для разных операций (рез, гравировка, контур). Для плоттера достаточно векторных контуров, но линии должны быть заданы как простые контуры без заливки и иметь толщину, подходящую для распознавания.
Рекомендации
В каждом случае полезно иметь слои с названиями, которые однозначно сообщают тип операции:
- Контур
- Гравировка
- Запас под гибку
- Отверстия и т. д.
Это облегчает подготовку управляющих программ на стороне производства. Особо важно проверять файлы на дубляжи контуров и пересечения. Дублирование контуров может привести к двойному проходу инструмента, а пересечения — к неверным траекториям. Также требуется указать ориентацию панели на заготовке и нулевую точку, чтобы производитель мог корректно настроить вакуумный стол и механическое крепление.
Wow Banner - типография широкоформатной печати в Москве

Начав свою работу в 2014г. с единственного китайского принтера Crystal, сегодня наша компания насчитывает 13 штатных сотрудников и выполняет до 50 заказов ежедневно на высокотехнологичных принтерах и плоттерах
14 наименований специализированного типографского оборудования, объединенные в 2 собственных производства, позволяют нам выполнять заказы любой сложности:
• Интерьерные и УФ-принтеры
• ЧПУ-станок
• Плоттеры и МФУ
• Послепечатные установки
• Собственная рукописная система планирования ресурсов предприятия (ERP)
Более 18 тысяч обратившихся в нашу типографию стали нашими заказчиками. Многие из них теперь наши постоянные клиенты))